Обзор инструментов платформы 3DEXPERIENCE для полного цикла аддитивного производства
Новые методы проектирования и производства открывают производителям новые возможности. Например, аддитивные технологии позволяют справиться с небольшими заказами на детали сложной геометрии и получать прочные и легкие конструкции, упрощать сборки и использовать новые материалы. Однако, новые технологии принесли с собой и новые вызовы.
Реалии аддитивного производства таковы, что для отработки процесса производители вынуждены печатать опытные образцы — физические прототипы изделия, что, учитывая высокую стоимость порошка и длительность печати становится экономически невыгодным. После того как прототип напечатан и проанализирован вносятся изменения в геометрию изделия, расположение изделия на платформе для 3D-печати, конфигурацию структур поддержек, настройки принтера и т. д. До получения нужного результата этот процесс может повторяться множество раз. В подобных условиях проектирование и производство изделия занимает месяцы, в редких случаях недели. В связи с этим производители постоянно ищут способы сократить продолжительность производственного цикла.
При производстве деталей методом аддитивных технологий весь процесс создания детали от порошка до рабочего изделия можно разбить на 4 этапа: проектирование и топологическая оптимизация детали, планирование процесса печати, виртуальные испытания и обратная компенсация формы.Обычно, каждый из перечисленных этапов выполняется в отдельном программном обеспечении и имеет свою модель для работы. Данные передаются от инженера к инженеру с помощью универсальных форматов файлов STEP и STL, но в процессе теряется часть данных, становится сложно управлять версиями.

Dassault Systemes предлагает решение PRINT TO PERFORM, которое представляет собой набор интегрированных приложений для полного цикла цифрового аддитивного производства на платформе 3DEXPERIENCE. В составе решения есть инструменты для проектирования, математических расчетов и планирования производства.
Преимущество платформы 3DEXPERIENCE — наличие одной модели данных для всех доменов. Это значительно упрощает организацию совместной работы над проектом. При продвижении изделия по всем этапам жизненного цикла от отдела к отделу, модель остаётся неизменной, вся работа происходит внутри единого цифрового пространства – платформы. Таким образом экономится время на организацию работы над проектом и передачу/конвертацию данных.
Работа в платформе 3DEXPERIENCE основана на системе ролей. В процессе проектирования и производства детали участвует такие специалисты, как инженер-конструктор, инженер-технолог, расчетчик, материаловед, оператор 3D принтера. Для каждого из них в платформе 3DEXPERIENCE предусмотрен свой набор специализированных инструментов. Такой набор функций и называется ролью.
Главное преимущество платформы – глубокая интеграция инструментов для проведения виртуальных симуляций физических объектов и процессов. Инструменты помогают смоделировать технологический процесс на виртуальном агрегате до начала реальной печати. Виртуальная печать позволяет определить потенциальные источники проблем – растрескивания из-за остаточных напряжений, деформацию детали, столкновение детали и жёсткого лезвия рекоатера и внести исправления.
Предлагаем обзор инструментов платформы 3DEXPERIENCE для полного цикла аддитивного производства на примере изделия для авиационной промышленности.
Проектирование и топологическая оптимизация – CATIA
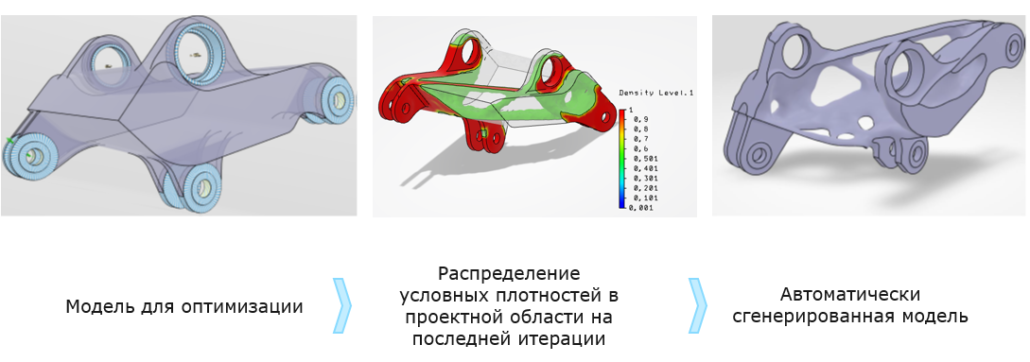
Топологическая оптимизация – это метод автоматизированного проектирования, который позволяет подбирать заполненность проектного пространства материалом с учетом заданных целевых показателей. Например, жесткости, массы, напряжения, значения собственных частот. Чаще всего данный этап применим для существующих деталей, характеристики которых необходимо улучшить, но не редки случаи, когда вновь проектируемая деталь создается по традиционным методикам проектирования, а затем подвергается топологической оптимизации.
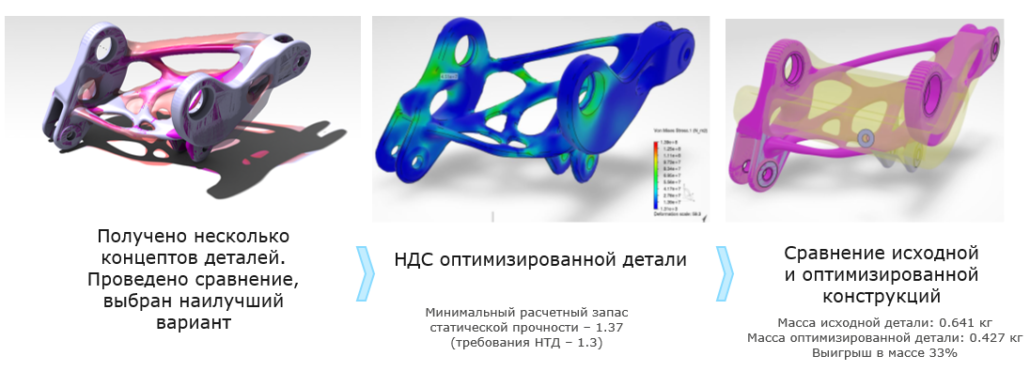
В платформе за топологическую оптимизацию отвечает роль Functional Generative Designer. Инструмент меняет подход к топологической оптимизации от простой проверки на удовлетворение заданным требованиям к поиску действительно лучшего решения из множества возможных. Конструктор вводит требования, а алгоритм создает множество вариантов концепции дизайна. Созданные прототипы проходят прочностной расчет и сравниваются по ключевым показателям (KPI), после чего создается детальный параметрический дизайн выбранного прототипа. При этом проектирование и оптимизация изделия осуществляется с учетом свойств материала и технологии изготовления.

Выбранными KPI могут быть минимизация податливости, максимизация собственной частоты и минимизация массы. В качестве ограничений можно использовать: собственные частоты, перемещения, напряжения в детали, силы реакции опоры и расположение центра масс. Кроме всего прочего можно задать минимальную толщину стенок модели, симметрии в детали и тип производства.
Результатом топологической оптимизации является фасетное тело, которое предстоит превратить в твердотельную модель с помощью реверс инжиниринга. Таким образом уже на данном этапе можно провести первичный анализ детали на сервисные нагрузки. И далее опираясь на KPI выбрать лучшую концепцию.
Главное преимущество FGD — совмещение инструмента для генерации параметрической геометрии детали и расчетного модуля.
Далее модель должна быть сглажена и доработана. Благодаря возможностям работы CATIA с сложными поверхностями данный процесс становится простым и быстрым.
Планирование процесса печати – DELMIA
Переходим к подготовке процесса печати. Этот этап включает в себя поиск оптимальной ориентации детали или нескольких деталей на столе для печати, построение структур поддержек, генерацию слоев печати и траектории движения лазерного луча или другого инструмента. В платформе 3DEXPERIENCE для этого используется роль Additive Manufacturing Programmer. Процесс может происходить с повторным использованием правил. Настройки определенного принтера могут быть сохранены и повторно использованы.
Раскладка деталей
Расположение деталей на столе выполняется автоматически. Для ориентации детали есть инструменты геометрической оптимизации. Можно либо минимизировать поддерживаемую область, либо минимизировать объем структуры поддержки. Расположение деталей в области печати может свести к минимуму использование геометрии поддержки, благодаря чему можно уменьшить необходимую постобработку деталей.
Генерация поддержек

В DELMIA можно генерировать различные опорные структуры из проволоки, древовидного типа или объема. Важно, что поддержки основаны на твердотельной геометрии, что является уникальным.
После того, как детали вложены в сборочный лоток, пути нарезки и сканирования создаются на основе параметров процесса — мощности лазера, угла штриховки, скорости сканирования. Далее параметры можно отправить на принтер или использовать в качестве входных данных для следующего этапа — моделирования процесса печати.
Моделирование процесса печати – SIMULIA
Роль Additive Manufacturing Researcher позволяет провести виртуальные испытания на ранних стадиях разработки продукта, выявлять и исправлять ошибки построения и расположения детали до начала физической печати детали, и предотвращать дорогостоящие неудачные попытки синтеза. Это значительно ускоряет процесс аддитивного производства.
Под простым интерфейсом находится мощная среда моделирования, ядром которой является решатель Abaqus. Среда позволяет выполнять несколько уровней моделирования:
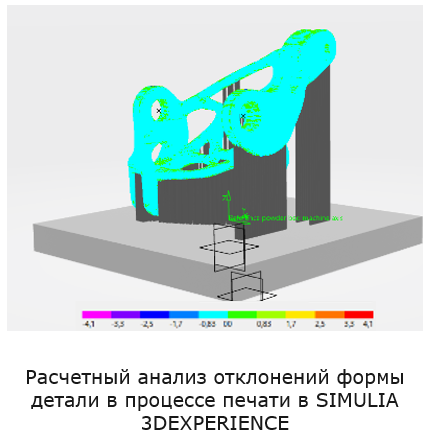
- Предсказать возможные деформации изделия;
- Оценить влияние окружающего порошка на процесс остывания детали;
- Предсказать пересечения детали с жёстким лезвием рекоатера в процессе печати;
- ● Моделирование постобработки — удаление изделия с платформы для печати и термообработка;
- Прочностной расчет детали на эксплуатационные нагрузки с учетом остаточных напряжений, возникших в процессе печати.
Преимущество модуля состоит в простоте интерфейса. В SIMULIA могут работать не только расчетчики, но и конструкторы.
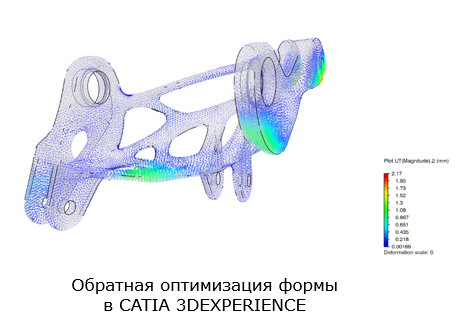
Обратная оптимизация формы – CATIA
Обратная оптимизация формы — заключительный этап перед натурным выращиванием, которую можно использовать для компенсации формы. Роль Reverse Shape Optimizer преобразует объект САПР, используя данные облака точек. Есть 2 сценария использования модуля.
Первый подход — Изменения объекта CAD, используя результаты моделирования процесса, и сравнить анализ отклонений результатов моделирования с экспериментально полученными измерениями.
Второй подход — Отрицательная компенсация объекта с помощью прогнозируемых деформаций. Печать отрицательно скомпенсированной геометрии приведет к снижению искажений при сборке. Таким образом можно итеративно выполнять моделирование процессов на геометрии с отрицательной компенсацией до тех пор, пока прогнозируемые искажения при построении не окажутся в допустимых пределах.
С помощью инструментов CATIA мы можем добиться того, что физически синтезированная деталь будет иметь минимальные отклонения от формы. Все это можно симулировать виртуально, без печати прототипов.
Подводя итог, платформенный подход может значительно сократить производственный цикл за счет:

- Удобной организации совместной работы над проектом;
- Проектирования с учетом производственных ограничений и требований;
- Создания правил и их многократное применение по каждому этапу процесса;
- Моделирования процесса на виртуальном принтере до начала печати;
- Оптимизации использования модельного лотка.
Алексей Сиверский, руководитель направления CAE
Иван Лебедев, ведущий инженер-консультант по CAD



